
Executive summary
What happened
On 9 December 2022 a Bell 206L-3 Longranger helicopter, registered VH-JSU and operated by Forest Air Helicopters, was conducting a low-level wildlife survey out of Deniliquin, New South Wales.
While surveying above forest, the pilot heard a ‘loud bang’, the helicopter pitched nose up, rolled to the left and started vibrating severely. With nowhere to land immediately, the pilot applied cyclic to counter the pitch and roll, and flew straight for about 10 seconds, at which point the vibration effectively stopped. The pilot then flew the helicopter about 2 kilometres to some farmland at the edge of the forest where they conducted a precautionary landing. It was subsequently found that the right, forward, pylon support link assembly had fractured. The link assembly formed part of the nodal beam transmission suspension system, designed to isolate and support the main rotor transmission and rotor, and reduce cabin noise and vibration.
What the ATSB found
The link assembly fractured due to fatigue cracking that initiated as a result of unidentified degradation of the lower, elastomeric bearing. The helicopter manufacturer advised the ATSB of two similar occurrences, causing partial control loss for the pilot and resulting in a hard landing and ditching respectively.
It was likely that the bearing degradation was present at the time of the most recent periodic maintenance inspection, however, the helicopter maintainer had not been removing the link assemblies in accordance with the helicopter manufacturer’s maintenance manual inspection requirements. This reduced the likelihood of detection of the degraded bearing.
What has been done as a result
The helicopter maintainer has updated its maintenance scheduling to include the requirement to remove the link assemblies for detailed examination in accordance with the maintenance manual.
Safety message
Maintenance personnel are reminded to ensure that all required maintenance procedures are appropriately reflected in their maintenance scheduling. Additionally, when inspecting for evidence of elastomeric degradation, consideration should be given to the particular installation or the presence of protective coatings that could potentially inhibit the release and detection of wear material.
The investigation
| Decisions regarding the scope of an investigation are based on many factors, including the level of safety benefit likely to be obtained from an investigation and the associated resources required. For this occurrence, a limited-scope investigation was conducted in order to produce a short investigation report, and allow for greater industry awareness of findings that affect safety and potential learning opportunities. |
The occurrence
On 9 December 2022 a Bell 206L-3 Longranger helicopter, registered VH-JSU and operated by Forest Air Helicopters, was conducting a low-level wildlife survey from Deniliquin, New South Wales. The helicopter had a pilot and 3 aerial work passengers on board.[1] The survey flights were conducted at 30 kt, about 5 to 10 m above the forest canopy. The occurrence flight was the second of the day and the helicopter had been flown for around 5 hours the previous day, without issue.
For the occurrence flight, the helicopter departed Deniliquin around 1100 and conducted a 20-minute transit to the survey site, about 60 km to the south-west. The crew completed a ‘5-mile’ survey run and were halfway down the second run when the pilot reported a ‘loud bang’, after which the helicopter pitched nose-up, rolled to the left and started vibrating severely.
The helicopter was above thick forest at the time and there was nowhere in the immediate vicinity to land safely. The pilot used cyclic inputs to compensate for the uncommanded pitch and roll and found that the helicopter could be flown straight. After about 10 seconds of flying straight and level, the vibration had effectively stopped. The pilot assessed that the helicopter was still flying well and conducted a slow turn to reach some farmland, about 2 kilometres away, at the edge of the forest. The pilot conducted a precautionary landing on the farmland and there were no injuries or damage as a result of the occurrence.
It was subsequently found that the right, forward, transmission link assembly had fractured
(Figure 1). It was noted that the fractured ends of the link had become fouled on each other, which was considered to be the reason for cessation of the airframe vibration.
Figure 1: Right, forward, pylon support link assembly fracture

Source: helicopter operator, modified by ATSB
Context
Aircraft information
The Bell 206L-3 Longranger, serial number 51071 and registered as VH-JSU, was manufactured in the United States in 1983 and first registered in Australia in 2014. At the time of the occurrence, the airframe had accumulated 8,054 hours.
Pylon support link assembly
The Bell 206L-3 employs a nodal beam transmission suspension system to isolate and support the main rotor transmission and rotor, and reduce cabin noise and vibration. It consists of:
- a left and right flexure assembly attached to support mounts, secured to the cabin roof beam
- transmission restraint via 4 interchangeable pylon support link assemblies.
The link assemblies (part number 206-033-554-101) were forged aluminium alloy with elastomeric bearings at either end. The fractured link assembly, serial number LK12471, also displayed superseded part number 206-033-503-1, which indicated that the assembly had been upgraded from the original steel monoball (spherical) bearings to the elastomeric configuration preferred by Bell.
Link assembly examination
The fractured link assembly was removed by the maintenance provider on 14 December 2022 and examined at the ATSB technical facilities in Canberra.
The link fractured approximately 75 mm from the centre of the lower bearing. The fracture surface showed evidence of a high-cycle fatigue crack extending through approximately three-quarters of the cross-sectional area (Figure 2). A shallow area of mechanical deformation was identified at the crack origin, which was estimated to be within the Bell 206L Component Repair and Overhaul Manual allowable limits.[2] Metallographic examination and hardness testing showed that the link was manufactured from a forged, high-strength aluminium alloy. The ATSB identified no material or manufacturing defects within the link that would significantly affect the fatigue life of the part.
Figure 2: Fractured link assembly and fatigue crack detail
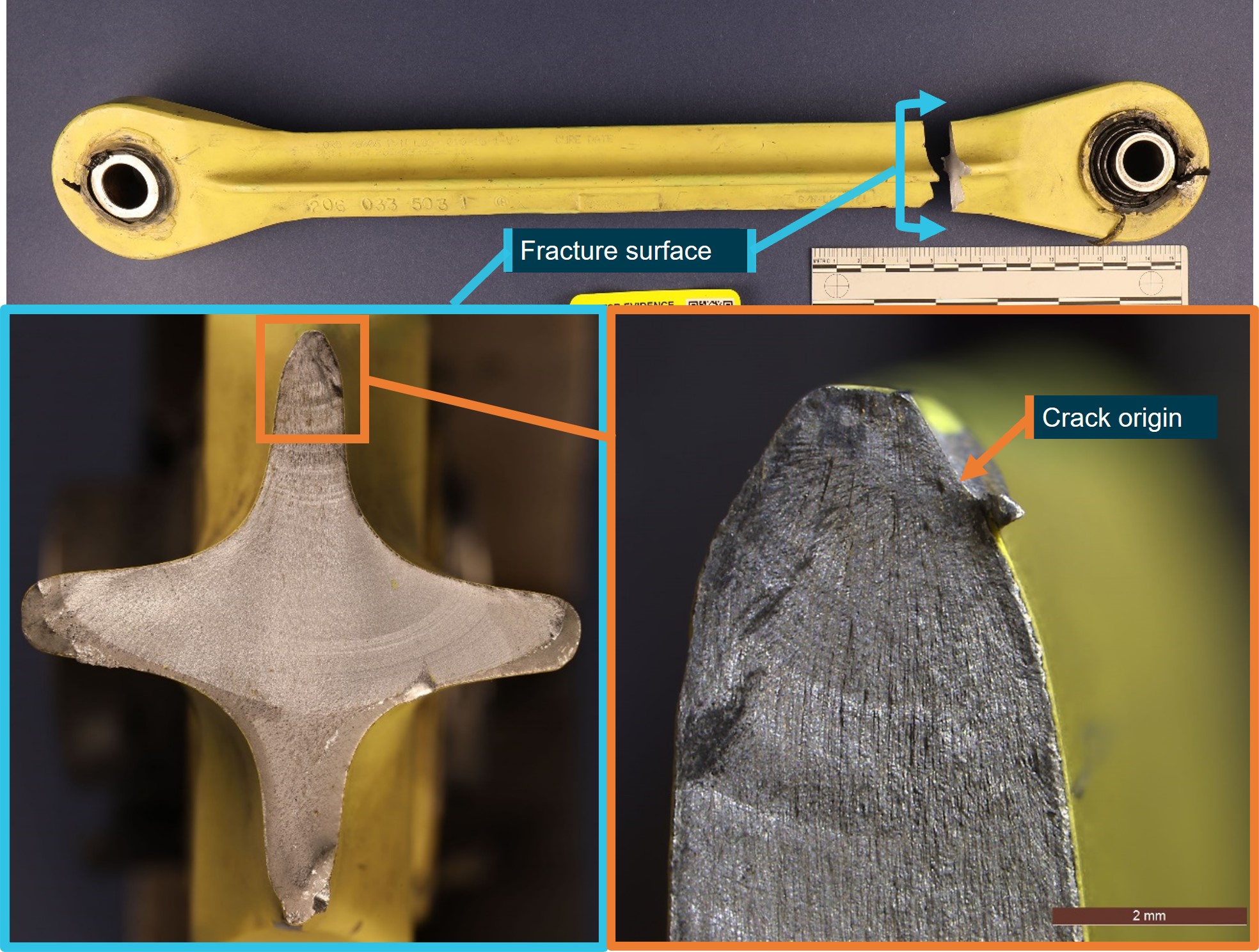
Source: ATSB
The lower elastomeric bearing exhibited severe wear. The bearing is comprised of 3 concentric steel shims plus an inner member, each separated by elastomer. The innermost shim had completely worn through as a result of metal-to-metal contact with the inner member and the transition shim (Figure 3). The elastomer had been abraded away and/or extruded from between the steel elements. Away from the primary wear, the elastomer showed cracking and cohesive failure. The degree of metal-to-metal shim wear indicated that the bearing had operated for an extended period of time in a degraded state, although the ATSB was unable to more accurately assess the operational period.
A clear polymer coating had previously been applied to the surface of the bearing/elastomer at both ends of the link assembly. This had become loose and largely separated from the elastomer of the lower bearing. The ATSB was unable to visually assess the surface condition of the upper bearing elastomer through the applied coating.
Figure 3: Lower elastomeric bearing
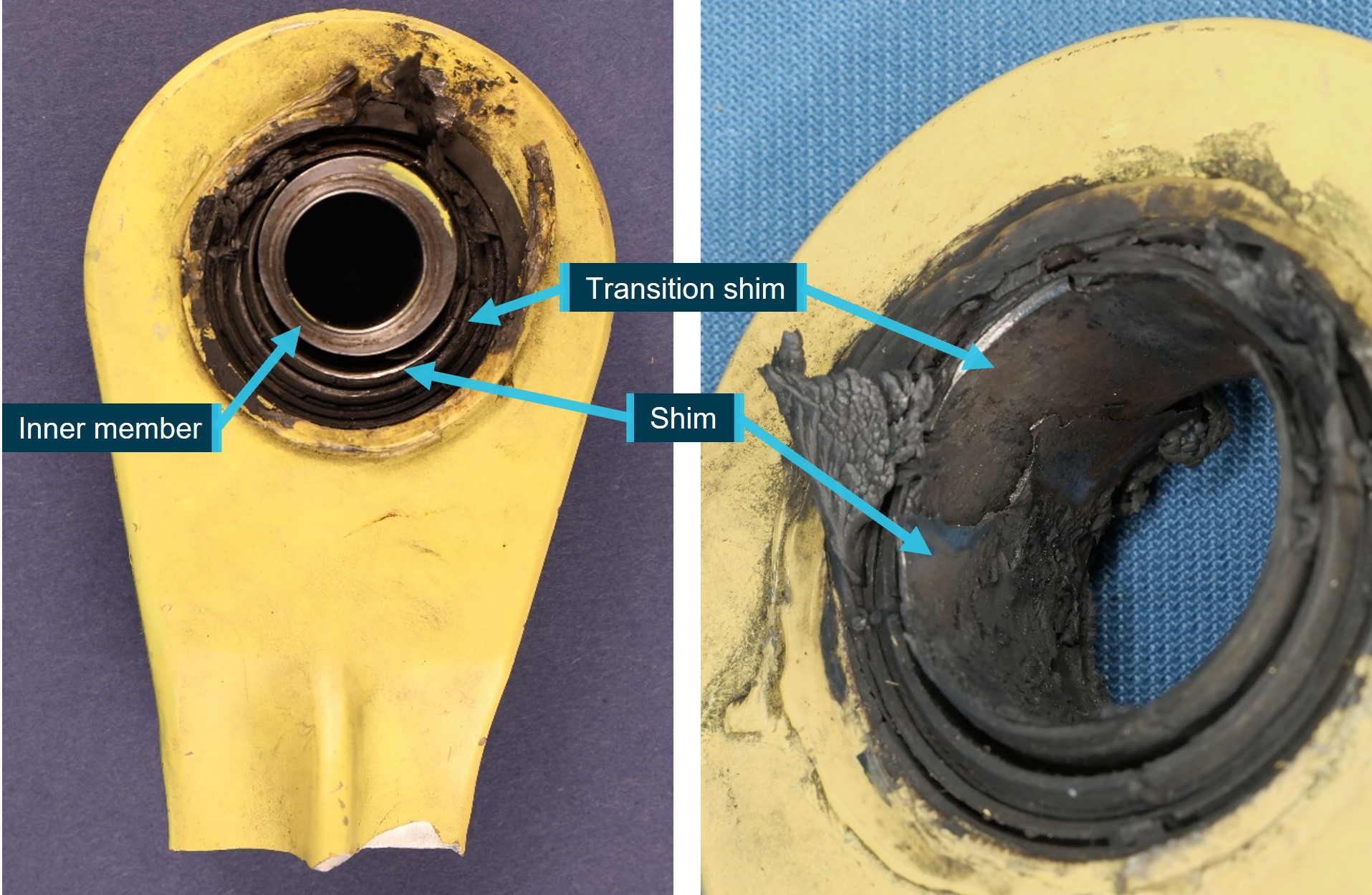
Inner member removed for right hand image to show shim wear. Note: Inner member was designed with non-concentric bore and this was not a feature of the bearing damage.
Source: ATSB
The link assembly was shipped to Bell Textron for examination under the supervision of a representative from the United States Federal Aviation Authority. Bell confirmed that the link material and manufacture conformed to drawing requirements, and that the area of mechanical damage at the crack origin was within allowable limits. Bell concluded that the shim fretting damage and wear, and deterioration of the elastomer was consistent with bearing degradation during service and that, as the bearing degraded, loads in the link would have increased.
Bell subsequently forwarded the link assembly to the manufacturer, Parker Lord, which determined that the part was consistent with its manufacturing methods and there was no indication that the part was inauthentic. Parker Lord also noted that the clear material found around both ends of the link, encapsulating the elastomer, had not been applied by them.
Maintenance requirements
The Bell 206L-3 maintenance manual provided for either ‘progressive’ or ‘periodic’ airframe inspection programs. The progressive inspections were divided into inspections of different maintenance areas on the helicopter, to be completed within a 12-month period. The periodic inspections combined all the progressive inspections into one event.
Both the 100 and 300-hour progressive inspection events have tasks requiring inspection of ‘transmission link assemblies for damage and deterioration’ and reference chapter 63 of the Bell 206L3 Maintenance Manual. Relevant to this investigation were section 63-117, which contained an inspection procedure for the link assemblies, and the following section, 63-118, for inspection of the link assembly elastomeric bearings. Section 63-118 was prefaced with a statement indicating ’inspection of elastomeric bearings is feasible only with the link assembly removed from the helicopter.’
Section 63-119 of the maintenance manual detailed a procedure for sealing the elastomeric components with a silicone adhesive, to protect the elastomeric components against contact with oil, which can cause premature degradation of the elastomer. The procedure advised that the coating should be replaced if it cracks, peels or becomes loose on the elastomer, and cautioned that the replacement coating thickness should not prevent proper inspection of the component for deterioration.
The link assemblies did not have a retirement life and were maintained on-condition. Bell was unable to advise on the typical life of the link assembly elastomeric bearing, as it varies depending on the applied loads, operating environment and preventative maintenance. Parker Lord’s general advice on elastomeric bearings is that they are designed to have a long life and they have ‘gradual’ modes of degradation.
Maintenance history of VH-JSU
Link assembly LK12471 was installed in the right, front position on the airframe in July 2003 at 3,507 airframe hours. The link assembly was installed with zero hours as an overhauled item. The manufacturer, Parker Lord, had a record of LK12471 in its repair station in April 2003. There was no record of the link assembly having been overhauled in the time since the original installation, and therefore the component had likely accumulated 4,547 hours in service at the time of the occurrence.
ATSB examination of maintenance records indicated that relevant inspections had been done at the appropriate intervals. The most recent airframe periodic inspection was conducted on 8 November 2022, 12 flight hours prior to the occurrence. The inspection of the link assemblies was visual and conducted without removal of the parts from the helicopter. There was no defect recorded.
The maintainer, Forest Air Maintenance Engineering, reported that link assemblies were not routinely removed for periodic inspections. They were unaware of the manufacturer’s requirement to remove the link assemblies for inspection, which was therefore not included in the maintenance scheduling. The maintainer advised that during maintenance inspections, they visually examined elastomeric components for evidence of ‘dust’ or ‘crumb’ that is generated as the elastomer deteriorates.
The maintainer further advised that the links had most recently been removed from the helicopter during inspection of the main transmission, 587 hours prior to the occurrence. No formal inspection was documented, however the maintainer stated that because the links had been removed from the helicopter, it was likely they were visually inspected at that time.
Previous occurrences
Bell advised the ATSB of two link assembly fractures in other helicopters. Both were in the right, front location and fractured as a result of fatigue cracking in approximately the same location as the VH-JSU link. Both occurrences caused partial control loss for the pilot.
- The first occurrence involved a hover-taxi at an airport at 20-50 ft above the ground. A large ‘crack’ sound was heard, after which the pilot was unable to maintain level flight. A hover-autorotation was attempted and resulted in a hard landing. The pilot and passengers were uninjured. The fractured link was found to have degraded bearing elastomer and metal-to-metal shim contact. The link assembly was also found to have had a bearing overhaul using a method that was not approved by the manufacturer.
- The second occurrence happened during a sightseeing flight at around 900 ft. A large ‘bang’ was followed by an uncommanded left bank. The pilot attempted to compensate with control inputs, but was unable to maintain both altitude and direction. The pilot attempted a ditching but upon flaring the helicopter, it rolled left and impacted the water. All occupants were able to egress and swim to shore. The link assembly showed evidence of elastomer degradation and the fracture was attributed to ineffective maintenance practices.
A search of the Civil Aviation Safety Authority and US Federal Aviation Administration service difficulty reporting databases found one related report, involving a model 206L-1 with a left, rear link assembly fracture, in 2008. That occurrence resulted in a precautionary autorotation landing. There were no further details on the reason for the fracture.
Safety analysis
The uncommanded helicopter pitch nose-up and roll to the left was consistent with fracture of the right, forward, pylon support link assembly. Previous occurrences have resulted in a partial loss of control and forced landing, resulting in helicopter damage. The pilot in this instance was able to apply compensatory control inputs and continue the flight to a safe landing site, probably due to the fractured link being caught on itself and providing some residual support to the rotor pylon.
The degradation and wear of the lower elastomeric bearing would have progressively generated excess clearance and movement in the bearing, ultimately leading to the metal-to-metal shim contact. This would have also resulted in an abnormal loading condition through the link assembly during normal operation. In the absence of any pre-existing defect in the link, the bearing degradation was the most likely reason for initiation and propagation of the fatigue crack.
It was not possible to determine with certainty how long the helicopter had operated with visible wear on the bearings. However, the gradual degradation of elastomeric bearings under normal conditions, coupled with the extent of shim wear on the fractured link assembly bearing, indicated that the helicopter had been operating for an extended period with the link assembly bearing in a degraded state. It follows that some elastomeric degradation and shim wear would have been present at the most recent periodic inspection, 12 flight hours prior to the occurrence. However, the most significant degradation was positioned such that it would have been shielded to some extent by the installation in the flexure assembly (Figure 1 and 3). As the maintainer had not identified and applied the maintenance manual requirement to remove the link assemblies for inspection, the likelihood of detection of cracked or degraded bearing elastomer was reduced.
Furthermore, without disassembly, the maintainer was largely relying on visual indications of elastomer dust or crumb on the component surfaces adjacent to the bearing. While the protective adhesive coating is applied to the elastomer surface to help prevent premature degradation through fluid contamination, as a barrier coating, it is also likely to reduce the prevalence of these visual indications. Additionally, if applied too thickly, it could also hinder direct visual observation of the bearing condition. For this reason, maintainers should account for the potential influence of protective coatings on inspections.
Findings
|
ATSB investigation report findings focus on safety factors (that is, events and conditions that increase risk). Safety factors include ‘contributing factors’ and ‘other factors that increased risk’ (that is, factors that did not meet the definition of a contributing factor for this occurrence but were still considered important to include in the report for the purpose of increasing awareness and enhancing safety). In addition, ‘other findings’ may be included to provide important information about topics other than safety factors. These findings should not be read as apportioning blame or liability to any particular organisation or individual. |
From the evidence available, the following findings are made with respect to the transmission support, link assembly fracture involving Bell 206L-3, VH-JSU, 60 km south-west of Deniliquin Aerodrome, New South Wales on 9 December 2022.
Contributing factors
- The helicopter's right, forward pylon support link assembly fractured due to fatigue cracking that initiated as a result of degradation of the lower, elastomeric bearing.
- The pylon support link assembly was not removed for inspection during the last periodic maintenance. This reduced the likelihood of maintenance personnel detecting the degraded elastomeric bearing.
- The maintainer had not identified the maintenance manual requirement to remove the pylon support link assemblies from the helicopter for periodic inspection of the elastomeric bearings.
Safety actions
| Whether or not the ATSB identifies safety issues in the course of an investigation, relevant organisations may proactively initiate safety action in order to reduce their safety risk. All of the directly involved parties are invited to provide submissions to this draft report. As part of that process, each organisation is asked to communicate what safety actions, if any, they have carried out to reduce the risk associated with this type of occurrences in the future. The ATSB has so far been advised of the following proactive safety action in response to this occurrence. |
Safety action by Forest Air Maintenance Engineering
Forest Air Maintenance Engineering updated their maintenance scheduling to include the requirement to remove the link assemblies for detailed examination in accordance with the maintenance manual.
To improve detection of elastomer degradation and in consultation with the helicopter manufacturer, the maintainer has elected to omit the protective silicone adhesive layer from the bearings. The maintainer is instead proactively managing the source of any fluid leaks to limit the likelihood of oil contamination of the bearings.
Sources and submissions
Sources of information
The sources of information during the investigation included the:
- pilot
- helicopter maintainer
- helicopter manufacturer
- pylon link assembly manufacturer.
Submissions
Under section 26 of the Transport Safety Investigation Act 2003, the ATSB may provide a draft report, on a confidential basis, to any person whom the ATSB considers appropriate. That section allows a person receiving a draft report to make submissions to the ATSB about the draft report.
A draft of this report was provided to the following directly involved parties:
- pilot of the accident flight
- helicopter maintainer
- helicopter manufacturer
- pylon link assembly manufacturer
- Transportation Safety Board of Canada.
There were no comments submitted.
Purpose of safety investigationsThe objective of a safety investigation is to enhance transport safety. This is done through:
It is not a function of the ATSB to apportion blame or provide a means for determining liability. At the same time, an investigation report must include factual material of sufficient weight to support the analysis and findings. At all times the ATSB endeavours to balance the use of material that could imply adverse comment with the need to properly explain what happened, and why, in a fair and unbiased manner. The ATSB does not investigate for the purpose of taking administrative, regulatory or criminal action. TerminologyAn explanation of terminology used in ATSB investigation reports is available here. This includes terms such as occurrence, contributing factor, other factor that increased risk, and safety issue. Publishing informationReleased in accordance with section 25 of the Transport Safety Investigation Act 2003 Published by: Australian Transport Safety Bureau © Commonwealth of Australia 2023
Ownership of intellectual property rights in this publication Unless otherwise noted, copyright (and any other intellectual property rights, if any) in this report publication is owned by the Commonwealth of Australia. Creative Commons licence With the exception of the Coat of Arms, ATSB logo, and photos and graphics in which a third party holds copyright, this publication is licensed under a Creative Commons Attribution 3.0 Australia licence. Creative Commons Attribution 3.0 Australia Licence is a standard form licence agreement that allows you to copy, distribute, transmit and adapt this publication provided that you attribute the work. The ATSB’s preference is that you attribute this publication (and any material sourced from it) using the following wording: Source: Australian Transport Safety Bureau Copyright in material obtained from other agencies, private individuals or organisations, belongs to those agencies, individuals or organisations. Where you wish to use their material, you will need to contact them directly. |