
Executive summary
What happened
On 6 December 2023, an Airbus A380-842 aircraft, registered VH‑OQI and operated by Qantas Airways Limited, was undergoing a 3-day scheduled maintenance check at Los Angeles International Airport (LAX), United States.
On day one of the maintenance check, during a scheduled borescope inspection of the outboard left engine, a tool was left in the engine inlet. On the evening of 8 December, the aircraft was released to service and departed for Melbourne, Victoria.
On 1 January 2024, the aircraft returned to the LAX maintenance facility for a 3-day scheduled maintenance check, where the missing tool was discovered in the outboard left engine low‑pressure compressor. The aircraft had flown 34 cycles totalling 293.74 hours with the tool in the outboard left engine.
What the ATSB found
The ATSB found that the tool was not located during the end of task foreign object inspections, which resulted in it remaining in the engine. The Qantas Engineering lost tool procedure was not commenced prior to the aircraft being released to service and the certifying engineer did not follow up on the lost tool, prior to releasing the aircraft to service.
What has been done as a result
On 2 January 2024, a Qantas Engineering internal incident report was raised with an immediate action to brief staff on the importance of ensuring that all tooling is returned and actioned by tool store personnel. A Qantas Engineering internal investigation was completed and on 4 March 2024, the executive manager for Qantas Engineering released an internal safety directive for immediate action requiring all Qantas Engineering employees to meet the company tooling control requirements without exception.
Safety message
Foreign object debris and damage poses a significant threat to the safe operation of aircraft. Regulations, procedures, and training have been put in place and refined to limit the risk of foreign object damage, especially from introduced objects during maintenance. As a result, the correct application of tool control is an important, fundamental, and necessary aspect of the maintenance process to mitigate any human errors that may arise.
The investigation
| Decisions regarding the scope of an investigation are based on many factors, including the level of safety benefit likely to be obtained from an investigation and the associated resources required. For this occurrence, a limited-scope investigation was conducted in order to produce a short investigation report, and allow for greater industry awareness of findings that affect safety and potential learning opportunities. |
The occurrence
On 6 December 2023, an Airbus A380-842 aircraft, registered VH-OQI and operated by Qantas Airways Limited, was inducted into the Qantas Engineering[1] Los Angeles Line Maintenance facility for scheduled maintenance at Los Angeles International Airport (LAX), United States.
The scheduled maintenance was to be carried out over 3 days and included a borescope inspection of the left outboard engine’s intermediate-pressure compressor. The borescope inspection was to be conducted on day one and was estimated to take approximately 6 hours. The aircraft was located outside of the maintenance hangar, on the hardstand, for the duration of the scheduled maintenance.
Day 1 – 6 December 2023
0700 local time
A licenced aircraft maintenance engineer (LAME 1) assigned 2 aircraft maintenance engineers (AME 1 and AME 2) to the engine borescope inspection task. A support engineer was also assigned to assist AME 1 and AME 2. AME 2 and the support engineer were both unfamiliar with the borescope task and were provided guidance by AME 1.
AME 1 and AME 2 collected the required managed tooling[2] from the hangar tool store[3], which included a 1.25 m long by 2.5 cm wide nylon rod, known as a turning tool[4] (Figure 1). The tooling was signed out by AME 1. The engineers placed access stands around the left outboard engine and commenced the task. The support engineer entered the engine inlet via the access stand and rotated the engine’s intermediate-pressure compressor, as required, using the turning tool. AME 1 and AME 2 remained underneath the engine, operating the borescope.
1300
AME 1 left work early for a medical appointment and then proceeded onto 3 rostered days off. The borescope task was only partially completed at this time and the turning tool remained assigned to AME 1.
After the departure of AME 1, AME 2 asked LAME 1 if the tools used on the borescope task required returning to the tool store. LAME 1 advised AME 2 to leave the tools with the aircraft as the afternoon shift, commencing at 1500, would complete the remainder of the task. AME 2 and the support engineer were then reassigned onto other tasks by LAME 1.
1500
The hangar tool store personnel ran a scheduled daily tooling report, [5] which identified that the turning tool was assigned to AME 1 and had not been returned.
Due to the borescope task being unfinished, LAME 1 decided to remain at work until the task was completed and certified in the aircraft’s computer‑based maintenance log (Maintenix).[6]
The afternoon shift, which consisted of 2 aircraft maintenance engineers (AME 3 and AME 4), commenced the remaining steps of the borescope task. AME 3 was experienced in the use of the borescope procedure and AME 4 had not conducted the procedure before.
The support engineer briefly returned to the task and provided guidance to AME 4 on the use of the turning tool prior to departing work for 3 rostered days off. AME 3 operated the borescope and AME 4 operated the turning tool.
AME 3 completed the inspection operating the borescope and asked AME 4 if they wanted to view the images prior to reinstalling the borescope access plugs on the engine. AME 4 left the turning tool in the inlet, as they believed it would be used again later, and proceeded out of the inlet down to the ground to view the borescope images. Neither AME 3 nor AME 4 re‑entered the engine inlet for the remainder of the shift.
1700
Tool store personnel emailed the scheduled daily tooling report, which was run at 1500, to all LAX service engineers, LAMEs, managers, and tooling personnel.
1800 (after dark)[7]
LAME 1 requested AME 2, the only AME remaining at work from the initial borescope tasking, to return the tooling used for the borescope task to the hangar tool store. AME 2 proceeded up to the inlet cowl to visually inspect that all tools were removed. AME 2 identified that an inlet cowling protective mat was still on an access stand. AME 2 removed the mat and conducted a brief visual inspection of the inlet to ensure no foreign objects remained. AME 2 did not use a torch and did not observe the turning tool.
The borescope equipment was returned to the hangar tool store and AME 2 then left work for the day. AME 2 was unaware that the turning tool was still in the low-pressure compressor case.
1830
LAME 1 conducted the first inspection[8] of the completed borescope task, and also conducted a foreign object debris check of the inlet using a torch but did not detect the turning tool. LAME 1 then certified the required tasks in Maintenix prior to proceeding on to 3 rostered days off, unaware that the turning tool had not been returned.
2100
Another licenced aircraft maintenance engineer, LAME 2, conducted the required second independent inspection.[9] LAME 2 inspected the security of the engine borescope access plugs and the engine lower area. They did not conduct an inspection of the inlet cowl.
2130
A third LAME, LAME 3, who was not involved in the task, while performing end-of-shift task closure duties, became aware of the missing turning tool identified in the tooling report. As the turning tool was assigned to AME 1, who was no longer at work, LAME 3 contacted AME 1 who advised that they had finished work at 1300 and that the turning tool was still in use at that time. LAME 3 then informed tool store personnel that the turning tool was still in use by the second shift when the daily tooling report had been run. LAME 3 took no further action.
Day 2 – 7 December 2023
1500
Tool store personnel conducted the daily scheduled tooling report. The report identified that the turning tool was still unaccounted for. The tooling report was not emailed to LAX service engineers, LAMEs, managers, or tooling personnel at this time.
Day 3 – 8 December 2023
1500
The hangar tool store personnel conducted the daily scheduled tooling report, which identified that the turning tool was still unaccounted for.
1840
Tool store personnel emailed the tooling report to all LAX service engineers, LAMEs, managers, and tooling personnel to remind them of the missing turning tool, noting that the aircraft was scheduled to depart at 2235 that night.
1845
The operations manager sent an email to the service engineer, who was certifying the Certificate of Release to Service (CRS)[10] for VH-OQI, reminding them that if the turning tool was still unaccounted for, to ensure that the Qantas Engineering lost tool procedure was carried out prior to aircraft departure (see Context section titled Lost tool procedure).
2012
The service engineer, aware that the tool had been missing since 6 December and believing that the tool could not be still fitted to the aircraft, replied to the email from the operations manager and the on-duty tool store personnel acknowledging that VH-OQI was leaving at 2235 but also noted that the tool had been missing since 6 December 2023. The service engineer did not view the tooling report and continued with their certification of the CRS for VH-OQI (see the section titled Service engineer comments).
2336
VH-OQI departed LAX for Melbourne, Victoria.
10 December 2023
0700
LAME 1 returned to work after 3 rostered days off and was made aware of the missing turning tool. LAME 1 conducted a search of stores, engine stands, the hardstand (where VH-OQI’s maintenance was conducted) and the hangar, for the missing turning tool. The turning tool was not located.
1700
LAME 1 raised a missing tool report in Maintenix against VH-OQI. Although, the required follow-up process was not commenced and the associated administrative task, UTL-1, was not raised (see the Context section titled Lost tool procedure).
11 December 2023
0758
VH-OQI returned to LAX from Melbourne, on a scheduled passenger flight, but was not inducted into maintenance. The aircraft was not searched for the missing turning tool.
The aircraft returned to LAX on 19 December and again on 28 December. No scheduled maintenance was conducted at either time.
27 December 2023
Qantas engineers in Sydney, Australia, requested that Sydney tool store personnel remove the missing tool report against VH-OQI as it was affecting the issue of a CRS.
28 December 2023
1424
Sydney tool store personnel changed the status of the turning tool in Maintenix to ‘Ready for Issue’. They then sent an email to LAX tool store personnel requesting to change the status of the tool in the LAX tool store to ‘Quarantined’.
1530
LAX tool store personnel set the missing tool to ‘Quarantined’ and created a Maintenix task UTL‑2. As noted above, UTL-1 was not created in Maintenix, as procedurally required, after the missing tool report was raised on 10 December (see the Context section titled Lost tool procedure).
1 January 2024
VH-OQI returned to LAX on 1 January 2024, for a fourth time since the tool was reported missing and was inducted into scheduled maintenance. This scheduled maintenance included a detailed inspection of the low-pressure compressor blades on all 4 engines. During this inspection, the engineers located the missing turning tool in the outboard left engine in the low-pressure compressor and in front of the outlet guide vanes (Figure 1). The turning tool was removed from the engine and returned to the hangar tool store where it was physically placed in quarantine.[11]
Figure 1: Location of the turning tool as found in front of the low-pressure compressor outlet guide vanes
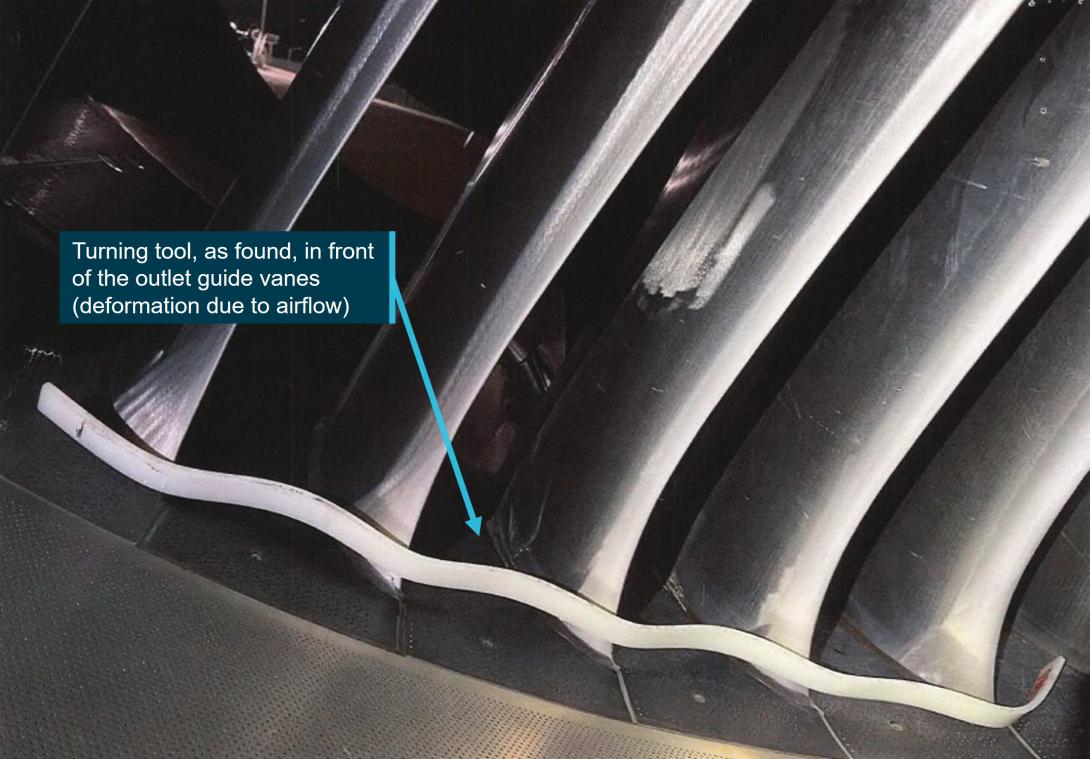
Source: Qantas Airways Limited, annotated by the ATSB
2 January 2024
1420
LAX tool store personnel closed UTL-2 in Maintenix.
Context
Borescope task
The intermediate-pressure compressor inspection task is a routine maintenance procedure in which the condition of the internal components of the engine are visually inspected and recorded using a portable borescope. The engine casing has a series of removable access ports known as borescope access blanking plugs. Once removed, these plugs allow an engineer to insert a borescope camera into the internals of the engine while a second engineer reaches between the low-pressure compressor blades and rotates the intermediate‑pressure compressor with the turning tool. This allows the borescope operator to inspect the rotating components of the engine as they pass by the borescope camera lens.
One of the final procedural steps of the intermediate-pressure compressor borescope inspection is to remove all inspection equipment from the engine.
Turning tool location
The turning tool was found behind the rotating low-pressure compressor blades, in approximately the 6 o’clock position (Figure 1 and Figure 2). It had been deformed by high energy airflow around the low-pressure compressor outlet guide vanes (non-rotating). There was no damage observed to any engine components.
Figure 2: Schematic of the Rolls Royce Trent 972-84 engine identifying the location of the turning tool

Source: Qantas Airways Limited, annotated by the ATSB
Tool issue and control
To facilitate turnaround times, Qantas, like other operators of large, complex aircraft, ran around‑the‑clock maintenance facilities, with teams of engineers working shifts. A single task, such as the borescope task, can take multiple workers and shifts to complete, and required specific tools for the duration. As no personal tools were used in the Qantas Engineering Los Angeles Line Maintenance facility, all tooling was kept in a hangar tool store and was issued to individual maintenance engineers for tasks.
Procedures to control these tools were in place and designed to track where the tool was, what aircraft it was being used on, and who was using it. This was from the time it was issued until it was returned. Any tools then unaccounted for, became ‘lost tools’, and another procedure commenced, this was to reduce the likelihood of tools being inadvertently left in an aircraft (see the Context section titled Lost tool procedure).
Before the end of a shift, or prior to an aircraft departure, tool store personnel conducted a scheduled daily tooling report. This tooling report was a snapshot of the tool store inventory and captured tooling that had not been returned and was still assigned to an individual. If the report identified any unaccounted for tools, the report was sent via email to LAX service engineers, LAMEs, managers, and tooling personnel. The report was also loaded against the aircraft in Maintenix. The on-shift service engineer would determine if that individual was still at work and take the appropriate action.
In interview with the service engineer from day 3, it was stated that no tools were to be passed onto the next shift but, rather, returned and re-issued to the AME continuing the task.
Lost tool procedure
Qantas Engineering tooling and equipment loss procedure outlined actions to be taken when a tool loss had been identified. This procedure was to be commenced before the end of a shift and prior to the certification of the CRS.
Upon identification of a tool loss, a comprehensive search for the tool was to be initiated and the supervisor immediately notified. The loss was then raised in Maintenix against the aircraft. The supervisor /duty maintenance manager would then determine if the tool was lost in a critical[12] or non-critical[13] area.
If the tool was lost in a critical area and unable to be located, the DMM / supervisor in conjunction with the service engineer, were to decide if the aircraft CRS was to be certified and released to flight once the area was thoroughly searched, or if the aircraft should be grounded until the tool was located. The follow-up process was then to be commenced.
If the tool was lost in a non-critical area and was unable to be located, the follow-up process was to be commenced and a CRS was then able to be certified.
The follow-up process was an administrative task, which was entered against the aircraft in Maintenix. The intent of this task was to act as an advisory to any engineer, worldwide, conducting maintenance on that aircraft of the unaccounted tool. The task, titled UTL-1, was renewed monthly, for a maximum of 3 months becoming UTL-2 and UTL-3 respectively. If the tool was still unaccounted for after 3 months, the tool was considered lost, and then the tool was electronically archived from the Maintenix system. If the tool was found the task would be signed off from Maintenix.
Certification responsibilities
To meet the Civil Aviation Safety Regulations for the conduct and certification of maintenance, Qantas Engineering’s internal procedures detailed maintainer responsibilities when maintenance was being certified. This included ensuring all tooling and equipment was located and removed from an aircraft, engine, or component upon task completion.
The documents also detailed the following requirements for the issue of a CRS:
The issuer is to verify[14] that all tools and equipment have been removed from the aircraft and accounted for. Tooling and equipment removal can be confirmed by viewing the tooling report that has been completed daily by tool store personnel. This tooling report is available in Maintenix and should be used. It is not necessary to physically re-inspect a task.
If there is any tooling listed as unaccounted for on the tool store tooling report, then the whereabouts of this tooling needs to be confirmed as not posing a risk. Raise a missing tool report and if the tooling cannot be located then Tooling and Equipment Loss Policy procedure shall be followed.
Service engineer comments
In interview with the ATSB, the service engineer stated that, prior to their certification of the CRS, and upon receiving the email from the operations manager regarding the missing turning tool, they were aware that the tool was identified as missing on day one of the servicing. They further advised that they believed the tool was a larger, gearbox turning tool that required physical fitment to the engine and could not possibly be fitted to the aircraft without being visible. Therefore, the tool could not be on the aircraft. With this incorrect belief, the service engineer certified the CRS and released the aircraft for flight.
Safety analysis
On 6 December 2023, an Airbus A380-842 aircraft, registered VH-OQI and operated by Qantas Airways Limited, underwent a 3-day scheduled maintenance check at Los Angeles International Airport (LAX), United States. During the maintenance check, a 1.25 m long nylon turning tool was left in the outboard left engine. The aircraft flew 34 cycles, totalling 293.74 hours, with the tool in the engine prior to it being discovered on 1 January 2024.
Tool location and visibility
The turning tool was last used by engineering staff to turn the compressor during a borescope inspection and found wedged against the low-pressure compressor outlet guide vanes and deformed by engine airflow. It is likely that this is where the tool was left as, if the turning tool was left in front of the low-pressure compressor, it would likely have displayed more damage from passing through the rotating low-pressure compressor blades during engine operation and been more visible to AME 2 and LAME 1 during their foreign object inspections.
After dark, AME 2 returned the borescope tools to the tool store and inspected the inlet area but did not use a torch and did not observe the turning tool. LAME 1 conducted a foreign object inspection of the inlet area with a torch but did not observe the turning tool either.
The combination of:
- AME 2, the support engineer, and AME 4’s unfamiliarity with the task
- the requirement of AME 1 to leave the task early with the turning tool assigned to them
- the re-tasking of AME 2 and the support engineer to other duties
- LAME 1’s advice to leave the tools on the task without a return and re-issue of tooling to the next shift
likely affected all the involved maintainers’ sense of ownership and accountability for the turning tool.
Lost tool procedure
LAME 3 became aware of the turning tool being unaccounted for by the daily tooling report during their end-of-shift task closure actions. After contacting AME 1 at home and being informed that the turning tool was still in use when they had left work for the day, LAME 3 did not check to see if the tool had been returned to the tool store. If LAME 3 had discovered that the tool was still unaccounted for, it is likely that the lost tool procedure would have been commenced at this time.
As this did not occur, the next opportunity to identify that the tool was unaccounted for was the daily tooling report that was conducted on day 2. It could not be determined why this report was not emailed to the required staff, but this action, in conjunction with the LAME and AME that had the initial ownership of the turning tool being on leave, likely resulted in the lost tool procedure not being commenced at this time either.
The email received by the service engineer from the tool store on day 3, along with the prompt from the operations manager, should have flagged that the tool was still unaccounted for, as this was the purpose of the email. The service engineer did not view the tooling report, incorrectly believing it was a larger, more noticeable tool requiring physical fitment to the aircraft, and, as the turning tool was unaccounted for since day one of the servicing, the tool must not be on the aircraft.
If the lost tool follow-up procedure had of been commenced and the tool was unaccounted for, there would have been a UTL-1 entry into Maintenix which would have been visible to the service engineer during their certification of the CRS. The lack of a UTL-1 entry in Maintenix further supported the service engineer’s belief that the tool was not on the aircraft.
The aircraft returned to LAX the day after departure, and as lost tool proceedings had not commenced, the aircraft was not searched. Aside from the tool store having a record of the tool unaccounted for at this time, it is unknown if any other engineering staff were aware that the tool was missing. The lost tool procedure was not commenced until LAME 1 returned to work, 2 days after the aircraft had departed.
Although the task procedure was followed and certified, neither AME 2 nor LAME 1 observed the tool during their foreign object inspections. Upon the initial instance that the tool was identified as missing, the lost tool procedure should have been commenced. The individuals that were directly involved in the task proceeded onto rostered days off without returning the tools; ownership of the tooling and subsequent responsibility for initiating the lost tool procedure did not occur until their return to work.
The service engineer, as required by the internal procedure for the issue of a CRS, was to verify the whereabouts of any tooling listed on the tooling report and, if the tool could not be located, they were to conduct the lost tool procedure. The service engineer did not review the tooling report during CRS certification and did not commence the lost tool procedure.
Findings
|
ATSB investigation report findings focus on safety factors (that is, events and conditions that increase risk). Safety factors include ‘contributing factors’ and ‘other factors that increased risk’ (that is, factors that did not meet the definition of a contributing factor for this occurrence but were still considered important to include in the report for the purpose of increasing awareness and enhancing safety). In addition ‘other findings’ may be included to provide important information about topics other than safety factors. These findings should not be read as apportioning blame or liability to any particular organisation or individual. |
From the evidence available, the following findings are made with respect to the foreign object debris event involving Airbus Industrie A380-842, VH-OQI, at Los Angeles International Airport, United States, on 1 January 2024.
Contributing factors
- An aircraft maintenance engineer and a licenced maintenance engineer did not observe an engine turning tool that was left in the low-pressure compressor case during their foreign object inspections after maintenance on the engine.
- The lost tool procedure was not commenced by the involved aircraft maintenance engineers when the tool was identified as missing.
- The service engineer certified a certificate of release (CRS) with the tool unaccounted for. As a result, the aircraft flew 34 cycles and 293.74 hours with the turning tool in the outboard left engine low-pressure compressor.
Safety actions
Safety action by Qantas Engineering
Consistent with the application of its safety management system, Qantas advised that the following actions were taken following this incident.
On 2 January 2024, a Qantas Engineering internal incident report was raised. This advised that staff were briefed on the importance of ensuring that all tooling is returned and actioned by the tool store personnel.
On 4 March 2024, the executive manager for Qantas Engineering released an internal safety directive for immediate action requiring all Qantas Engineering employees to meet the requirements of tooling control without exception.
Sources and submissions
Sources of information
The sources of information during the investigation included the:
- Qantas Airways Limited engineering staff.
Submissions
Under section 26 of the Transport Safety Investigation Act 2003, the ATSB may provide a draft report, on a confidential basis, to any person whom the ATSB considers appropriate. That section allows a person receiving a draft report to make submissions to the ATSB about the draft report.
A draft of this report was provided to the following directly involved parties:
- Qantas Airways Limited
- service engineer
- Civil Aviation Safety Authority.
A submission was received from Qantas Airways Limited.
The submission was reviewed and, where considered appropriate, the text of the report was amended accordingly.
Purpose of safety investigationsThe objective of a safety investigation is to enhance transport safety. This is done through:
It is not a function of the ATSB to apportion blame or provide a means for determining liability. At the same time, an investigation report must include factual material of sufficient weight to support the analysis and findings. At all times the ATSB endeavours to balance the use of material that could imply adverse comment with the need to properly explain what happened, and why, in a fair and unbiased manner. The ATSB does not investigate for the purpose of taking administrative, regulatory or criminal action. TerminologyAn explanation of terminology used in ATSB investigation reports is available here. This includes terms such as occurrence, contributing factor, other factor that increased risk, and safety issue. Publishing informationReleased in accordance with section 25 of the Transport Safety Investigation Act 2003 Published by: Australian Transport Safety Bureau © Commonwealth of Australia 2024
Ownership of intellectual property rights in this publication Unless otherwise noted, copyright (and any other intellectual property rights, if any) in this report publication is owned by the Commonwealth of Australia. Creative Commons licence With the exception of the Commonwealth Coat of Arms, ATSB logo, and photos and graphics in which a third party holds copyright, this report is licensed under a Creative Commons Attribution 4.0 International licence. The CC BY 4.0 licence enables you to distribute, remix, adapt, and build upon our material in any medium or format, so long as attribution is given to the Australian Transport Safety Bureau. Copyright in material obtained from other agencies, private individuals or organisations, belongs to those agencies, individuals or organisations. Where you wish to use their material, you will need to contact them directly. |
[1] Qantas Engineering is the engineering department of the Qantas group.
[2] An item that is administratively allocated to an individual and an aircraft to track its location when in use.
[3] A storage location in the hangar where task specific and specialist tooling is kept and managed by tool store personnel.
[4] A tool designed to pass through the low-pressure compressor blades from the front of the engine allowing the maintainer to manually rotate the intermediate-pressure compressor.
[5] This report is a snapshot of the tool store inventory at the end of the shift, and captures tooling that has not been returned, to whom that tool is assigned and to what aircraft it is assigned to.
[6] A computer-based maintenance management system that is used to schedule and track all aspects of maintenance conducted on company aircraft, including managed tooling.
[7] Last light at Los Angeles on 6 December 2023 was 1710.
[8] Due to the critical nature of certain aircraft systems, such as engine and flight control systems, an inspection is required from a suitably qualified and authorised person.
[9] A second inspection is applied as a further risk control for critical system maintenance from a suitably qualified and authorised person that has not been directly involved in the conduct of the task.
[10] A coordination certification that verifies that any maintenance conducted since the last flight was completed and that the aircraft is ready for flight.
[11] The tool is accounted for but not available for use pending investigation.
[12] An area vital to the conduct of flight, such as flight control areas, engines and landing gear wheel wells. Any tool remaining in that area may impact the safety or controllability of the aircraft.
[13] An area that is not vital to the conduct of flight, such as cabin area and cargo holds. Any tool remaining in that area will not affect the safety or controllability of the flight.
[14] Verify is listed in the procedure as meaning: to confirm that tasks have been completed by sighting evidence, such as certified technical logbooks, electronic logbooks, or task card entries.